金属パイプ加工の曲げ・溶接・プレス・アセンブリ製品組付け加工までおまかせ頂けます。愛知県安城市。

HOME > 溶接加工サポート

◆溶接作業で大切なこと
 大切なことなので少し長い話になると思います。
溶接は、接合しようとする2つの金属の接合部分に熱を与え加熱して溶かし、溶けた2つの金属が混じりあった状態で冷やして固めて接合しようとする方法です(「トコトンやさしい 溶接の本」より)。
大切なことなので少し長い話になると思います。
溶接は、接合しようとする2つの金属の接合部分に熱を与え加熱して溶かし、溶けた2つの金属が混じりあった状態で冷やして固めて接合しようとする方法です(「トコトンやさしい 溶接の本」より)。
そうなんです。 簡単にはこの”2つの金属の接合部分に熱を与え加熱して溶かし”が溶接です。 そしてここが重要なところです。
見た目ではぴったり突いているように見えている場合でも実は接合部分には必ず隙間があります。
ですのでここに熱を加えて溶かし冷やすと言うことは隙間を埋めようとする働きが生まれますので程度の差はありますが、歪(ヒズミ)という現象が生まれます。
溶接方法にもよると思いますが、溶接棒やワイヤーを溶かして母材をくっける場合でも 熱を加えてから冷めた状態にもどると伸びた金属が縮みますので歪が生まれる原因になってしまいます。
そうであるとすると例えば、1つ上の(例)のように椅子のフレーム組み立て溶接をしますと、溶接前の図面寸法と溶接後の図面寸法が狂ってしまい予定していた製品と違う物が出来る、と言う話になります。 しかし弊社で溶接された製品が実際にしっかりと設計図の公査(寸法の許容限界)内に出来上がります。
それはなぜでしょうか?どうしてできるのでしょうか?。
弊社の場合は、各溶接の工程毎にそれぞれの仕様に合わせた溶接冶具を自社にて製作出来るからです。 (※用途によっては一部外注製作及びお取引先様持ち込みの場合も御座います)椅子のフレーム組み立て工程で言えば、①背フレームの金具溶接→②金具の溶接された背フレームと座フレームのつなぎ溶接、と同時に座パイプと座金具の取り付け溶接(シートフレームの作成)→③脚フレームの補強溶接→④シートフレームと補強が溶接された脚フレームの組み付け溶接→⑤組み付け後冶具から取り出し歪みチェック及び修正。 (※製品によって製造工程は変ります)
このようなかたちで部品毎を溶接冶具に取り付けて溶接することで予め歪み代を計算しておけば溶接冶具から取り外し溶接部分が冷えたところで丁度設計図の仕様通りの公差で製品が出来上がるようすればいいわけですよね。
しかしそれでも歪が出ることがありまますので、最終的には製品の溶接部分が冷えた後に歪み検査して歪があれば修正するわけです。昨年実績は”(例)の椅子のフレーム”は3275脚を製作いたしました。 その他の溶接の例を一部掲載させ頂きましたので、参考にしていただけたら幸いです。↓

 溶接前(上左写真)と溶接後(上右写真)です。
母材はスチール製丸パイプと丸パイプです。
現在、実際に製造している製品のテーブルフレームの天板を乗せるフレームと客フレームの接合部分のアップ写真です。
接合部が分かりやす例として出させていただきました。
溶接前(上左写真)と溶接後(上右写真)です。
母材はスチール製丸パイプと丸パイプです。
現在、実際に製造している製品のテーブルフレームの天板を乗せるフレームと客フレームの接合部分のアップ写真です。
接合部が分かりやす例として出させていただきました。
(お取引先様により加工方法指定あり)このテーブルフレームはお取引先様工場に持ち込む場合と引き取りに来ていただく場合とがあります。 ケースバイケースですね。

 溶接前(左写真)と溶接後(右写真)です。 スチール製丸パイプと6角ナットを溶接写真です。
現在、実際に製造している製品の写真です。
製品は作業台の脚です。
溶接がパイプの中に溶け出さないように銅の丸棒をパイプに入れる形の冶具にしてあります。
溶接前(左写真)と溶接後(右写真)です。 スチール製丸パイプと6角ナットを溶接写真です。
現在、実際に製造している製品の写真です。
製品は作業台の脚です。
溶接がパイプの中に溶け出さないように銅の丸棒をパイプに入れる形の冶具にしてあります。
この製品は、別のお取引先の塗装会社様で塗装して頂き、その後引き取り製品のお取引先様工場へ納品しております。

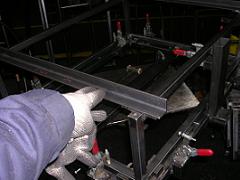 アーク溶接にてイスのフレームを組みつけ溶接しています。 材料はスチール製角パイプ(サイズ24mm、厚み1.6mm、材質STKM-11)です。
(上右写真)の見えている溶接部分は仕上げした後に組み付け工程に移ります。
アーク溶接にてイスのフレームを組みつけ溶接しています。 材料はスチール製角パイプ(サイズ24mm、厚み1.6mm、材質STKM-11)です。
(上右写真)の見えている溶接部分は仕上げした後に組み付け工程に移ります。
この製品は組み付け工程でロー付け溶接もおこないます。この製品は組立て溶接後、歪み検査と修正をし、外側の溶接部分をサンダー仕上げをした後にお取引先様バフ工場へ納品します。 バフ終了後別のお取引メッキ工場でメッキをしていただきメッキ工場から直接、製品のお取引先様へ納品して頂いております。
◆ガス溶接


溶接前(左写真)と溶接後(右写真)です。 スチールパイプФ15.9mm×t1.2mmのパイプです。 リング椅子の座の座板を乗せるリングフレームをガス溶接た写真です。 この後リングの歪み取りと仕上げ工程があります。仕上げると接合部分が分からなくなりますよ。
◆TIG溶接

 溶接前(左写真)と溶接後(右写真)です。
スチールパイプФ25.4mm×t2.0mmにナットを入れてTIG溶接しました。
この製品は椅子の脚フレーム後脚になります。
ナットはキャスターを取り付けるためのものです。
溶接前(左写真)と溶接後(右写真)です。
スチールパイプФ25.4mm×t2.0mmにナットを入れてTIG溶接しました。
この製品は椅子の脚フレーム後脚になります。
ナットはキャスターを取り付けるためのものです。
溶接後、CNCベンダーにて曲げ加工(一工程曲げ)そして孔明け加工があります。 その後、前脚フレーム、座フレームと組み付け溶接をおこない椅子のフレーム完成にします。 この椅子フレーム完成品はお取引先様の巡回トラックに載せて納品完了です。

 溶接前(左写真)と溶接後(右写真)です。
スチール角パイプФ25mm×Ф40mm×t1.2mmにスチール板t2mmを入れてTIG溶接しています。
この製品は溶接前にプレスで孔明け加工をしています。
溶接前(左写真)と溶接後(右写真)です。
スチール角パイプФ25mm×Ф40mm×t1.2mmにスチール板t2mmを入れてTIG溶接しています。
この製品は溶接前にプレスで孔明け加工をしています。
◆ロー付け溶接

 溶接前(左写真)と溶接後(右写真)です。
角パイプ19.1mmに13mmの孔をあけ、12.7mmのパイプを入れて子ども椅子の脚フレームの補強をロー付け溶接した写真です。
溶接前(左写真)と溶接後(右写真)です。
角パイプ19.1mmに13mmの孔をあけ、12.7mmのパイプを入れて子ども椅子の脚フレームの補強をロー付け溶接した写真です。
この後に背×座フレーと組み付け溶接をした後に取引先様バフ工場へ納品します。 バフ終了後別のお取引メッキ工場でメッキをしていただきメッキ工場から直接、製品のお取引先様へ納品して頂いております。
◆スポット溶接
その他、スポット溶接もおこなっておりますので、お気軽にお問い合わせ下さい。
金属パイプ加工事例
パイプ加工メニュー
生産設備紹介
プロフィール
HOME - 曲げ加工サポート - 溶接加工サポート - プレス加工サポート - その他加工サポート - お問い合わせ
会社概要 - お問い合わせ - プライバシーポリシー - 特定商取引法 - サイトマップ
Copyright© 2010 KIMURAKOUGYOU-U All Rights Reserved.